
Most perlite furnaces are manually operated to a large degree by the operator and we preserve that feature.After ERS conversion, the system provides exceptional manual control over the temperature of your combustion air and can be set as desired depending on ore type and feed rate parameters. At the same ore feed rate, the fuel rate goes down and production rises. Typical life of a standard tuyere is 6 to12 months and the replacement cost is significant.

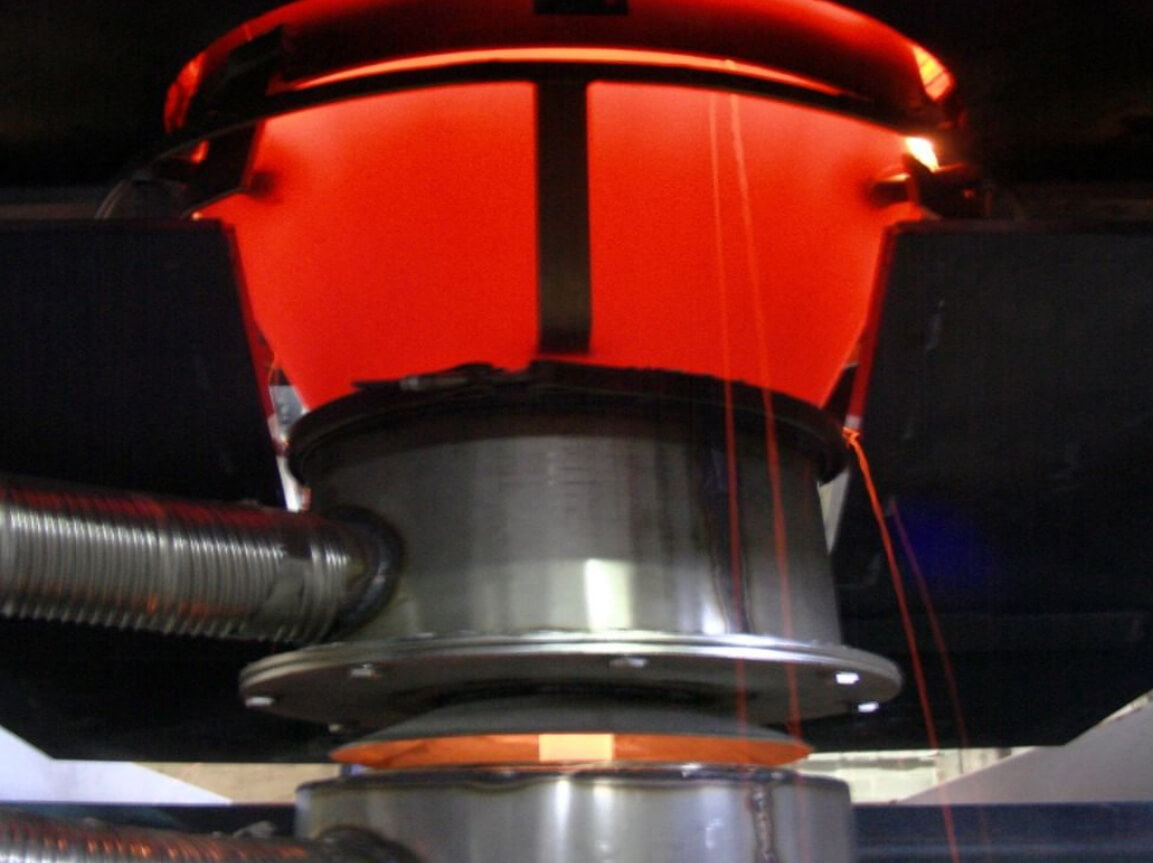
The temperature gradient across the cone puts enormous stress on the metal and produces
micro cracks over time. Upset conditions, especially forming agglomerates of molten perlite
and obsidian, called ‘clinkers’ (inset picture) can sometimes lead to partial blockage, buckling
of the cone and poor production. In that case the remedy is to replace the tuyere. Typical life
of a standard tuyere is 6-12 months. Replacement cost is significant.

Proven with Before and After Metrics and Measurements
1. Save fuel through:
Heat recovery to combustion air: 24-30% reduction in cold air suction around the tuyere
2. Save ore through:
Greater expansion efficiency as seen by lower bulk density
3. Save labour through:
Higher production per hour from the same furnace installation.
Installation:
Fuel consumption ≈ 24-30% reduction Perlite ore ≈ 5-10% reduction in expanded density Production ≈ 7.0-8.5 m3/h for a standard size (450 mm dia.) furnace (≈ 250-300 ft3/h)
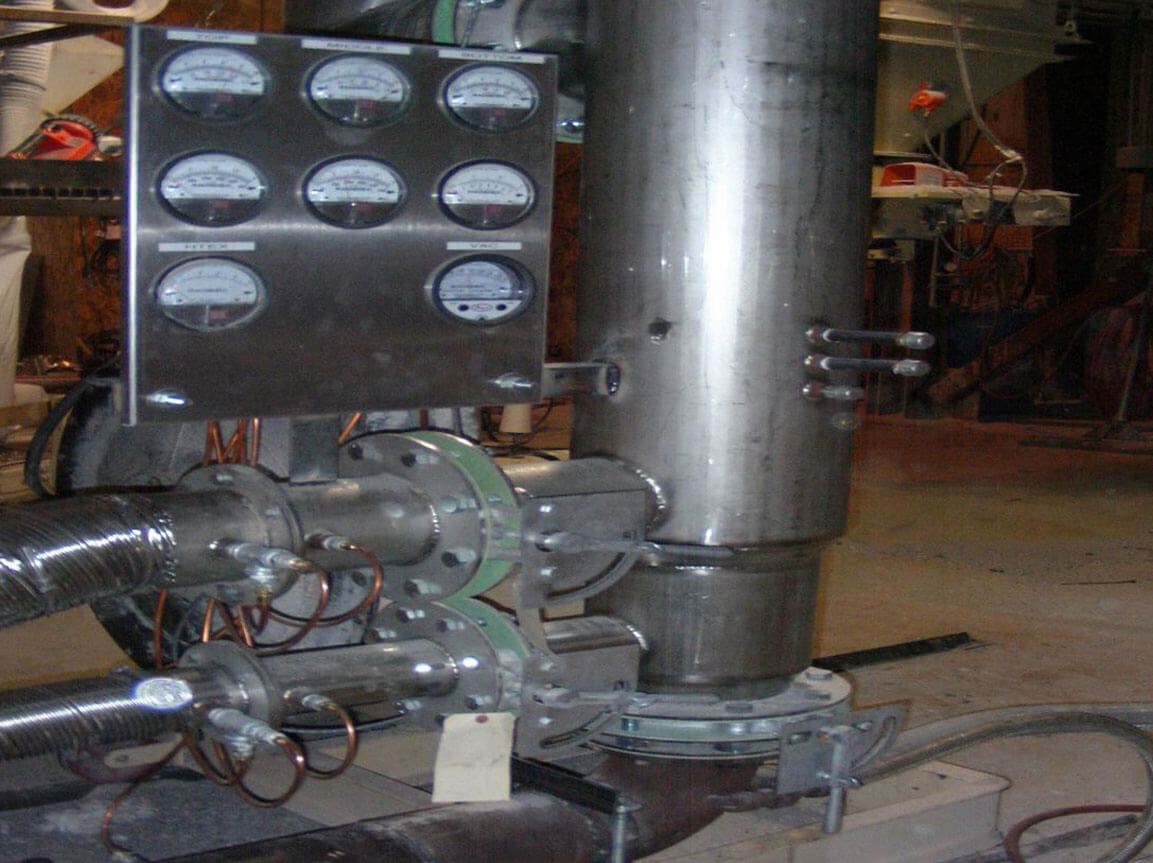
Combustion air is preheated through a purpose-built heat exchanger using the furnace
exhaust as a heat source. This directly lowers the fuel input and carbon dioxide emissions.
The preheated air is supplied to the furnace in three air streams: the usual burner, the hot air
ring and inside the furnace through the Terajoule tuyere. Air flows are set through manual
dampers in the manifold. Furnace combustion operation remains as it was before, for the
same fuel type.
Air pressure surrounding the venturi is controlled by means of an automatic modulating
exhaust air damper positioned after the exhaust fan. This minimizes cold air ingress into the
furnace and leads to hotter firing cone temperatures that promote maximum perlite
expansion, often leading to lower perlite expanded density, thereby saving ore in every bag.
The perlite leaving the top of the furnace is separated from the exhaust air in a new hot box
collector using internal cyclones. The heat exchanger is integrated into the top section of the
hot box where the furnace exhaust gives up a portion of its heat to the combustion air.
Special high hardness materials are specified for the cyclone bodies and heat exchanger
tubes for longer life.
Perlite produced at high efficiency will be hotter than before, necessitating the need for
additional cooling. Without additional cooling, polyethylene bags will melt together. We
include a fluid bed cooler at the base of the hot box to provide additional cooling in a
compact space.

 powered by JL Metals
powered by JL Metals 